En la producción del
futuro, la producción tradicional se conectará y optimizará a través de un
software inteligente.
La digitalización, las
redes, la virtualización son conceptos que encontramos cada vez con más
frecuencia, también en el mundo de los negocios. ¿Qué significan en términos
concretos? ¿Y qué implicaciones suponen en un taller? La digitalización juega
un papel fundamental desde el nivel del proceso hasta la red de la fábrica,
como puede verse tanto en las pequeñas como las grandes empresas que trabajan
con chapa. Como con muchas ideas en torno a la Industria 4.0, el objetivo es
potenciar un mayor uso de la máquina, una mayor calidad del producto o,
simplemente, un aumento de la productividad.
En la producción del
futuro, el mundo tradicional de los procesos de producción se conectará y
optimizará a través de un software inteligente. Para lograrlo, las empresas
registrarán los datos de los procesos, máquinas y productos, desde la
aceptación del pedido hasta la producción y la entrega. Esta transferencia de
datos del mundo real al mundo virtual es lo que llamamos digitalización. Según
Gartner, la digitalización es “el uso de tecnologías digitales para cambiar un modelo
de negocio y proporcionar nuevas oportunidades de ingresos y de producción de
valor; es el proceso de pasar a un negocio digital”.
Como parte de la
digitalización, la virtualización describe en detalle cómo se asignan los
procesos individuales en un ordenador. Gracias a un sofisticado software, se
pueden recopilar datos y valores de medición de procesos y productos y simular
procesos completos. Física, ingeniería y gestión empresarial se combinan para
lograr diferentes objetivos: incluso antes de la producción real, las variantes
de los procesos y productos pueden ser probadas y optimizadas. Más tarde, los
procesos son seguidos y evaluados a gran escala para, por un lado, disponer de
datos actualizados sobre la producción y, por otro, calcular las tendencias
para el futuro con la mayor precisión posible.
Un modelo importante en
este contexto es el gemelo digital. Este concepto describe la imagen virtual de
un producto real (o proceso, máquina, servicio). Al gemelo digital de un
componente se le asignan los datos de medición respectivos del componente real
durante todos los pasos de producción. El resultado es un conjunto de datos
(junto con una etiqueta de nombre digital del componente) que permite una
trazabilidad detallada.
Cuando se combinan datos
de proceso y datos de producto, los procesos pueden ser monitorizados y
optimizados. En caso de que los valores de proceso se desvíen de los valores
teóricos definidos, es posible reaccionar inmediatamente y modificar los
parámetros de proceso individuales en consecuencia. Estos parámetros de proceso
pueden haber sido definidos previamente; a continuación, se almacenan los
conjuntos acoplados de parámetros de producto y de proceso.
Conexión en red
horizontal
La conexión en red
horizontal se refiere al mapeo de una línea de producción completa con todos
sus procesos y datos. Por el contrario, la conexión en red vertical se refiere
a la conexión en red desde el proceso individual a la máquina, a la célula de
producción, a la nave de producción y, finalmente, a la red de la fábrica. Por
poner un ejemplo: si un proceso tiene que ser corregido debido a parámetros de
material cambiados, en la red vertical el conjunto de datos correspondiente
puede ser intercambiado en todas las máquinas que llevan a cabo el mismo
proceso en el mismo lote de material en la red de fábrica
Transformación digital
La transformación digital
es el proceso de cambio que se produce cuando se introducen las tecnologías
digitales. En el proceso, pueden desarrollarse modelos de negocio completamente
nuevos, tales como modelos de negocio puramente digitales y redes digitales de
creación de valor.
Digitalización a todos
los niveles
La digitalización en la
industria está estrechamente ligada al concepto de Industria 4.0 porque se
trata de la “digitalización integral de la producción industrial”. Se utiliza
para detectar desviaciones en la producción con mayor rapidez y encontrar
soluciones a las mismas. Además, la digitalización ayuda a la industria a
optimizar sus procesos de fabricación mediante la virtualización y una mayor
estandarización.
Para aprovechar al máximo
las ventajas de la digitalización, se recomienda introducirla en todos los
niveles de fabricación: Comienza con el procesamiento de pedidos y continúa a
través de la fabricación real, donde se recopilan todos los datos del proceso y
se puede hacer un seguimiento de cada proceso, para cada pieza. El objetivo es
optimizar la productividad, así como la trazabilidad de cada paso de producción
individual para cada pieza. La optimización también puede ser automatizada,
para que los procesos se regulen por sí mismos.
Pero la digitalización
también tiene claras ventajas más allá de los límites de la fábrica. Como se
menciona en las redes verticales, las redes de fábricas pueden obtener nuevos
beneficios de la estandarización y sus economías de escala.
Además, los fabricantes
de instalaciones pueden supervisar los datos de funcionamiento de sus máquinas
en las instalaciones del cliente (‘Condition Monitoring’) y ayudar a distancia
en caso de necesidad de mantenimiento, o predecir el mantenimiento esperado
para el cliente mediante tendencias de parámetros (‘mantenimiento predictivo’).
Un buen ejemplo de las
posibilidades de digitalización en la industria puede observarse actualmente en
el campo de la impresión 3D. Allí, el desarrollo del producto y la producción
suelen estar completamente separados y la producción se vende como un servicio.
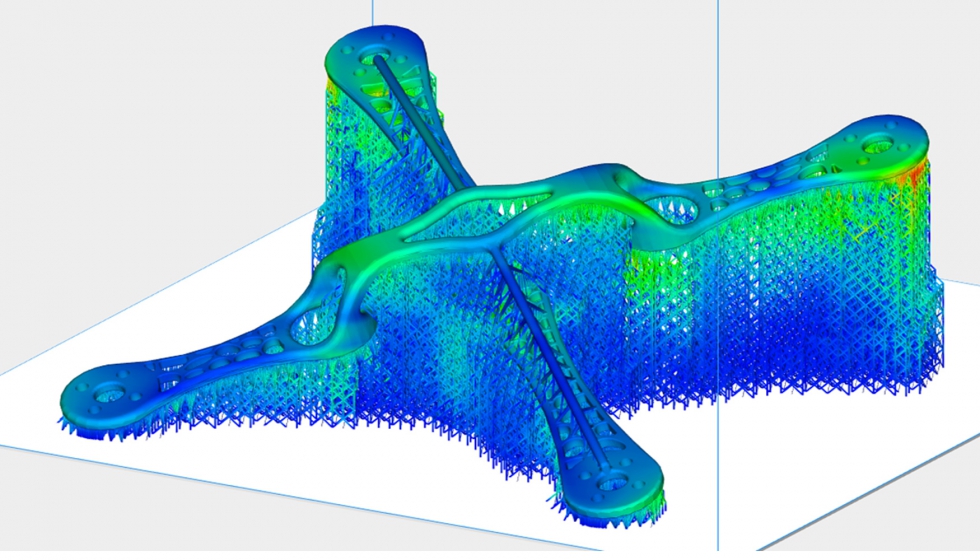
Dassault Systemes ofrece un entorno de software en el que no sólo es posible
realizar simulaciones y pruebas virtuales de los productos, sino que también se
pueden contratar proveedores evaluados para la producción en su plataforma
3DExperience. Los pasos individuales son modulares, pero la digitalización
continua en una plataforma uniforme permite, sin embargo, una actividad
económica eficiente y rentable.
Control total en el
proceso de soldadura
En el Congreso
Internacional de Tecnología Láser AKL'18, Michael Ungers de Scansonic MI GmbH
explicó cómo funciona la digitalización a nivel de proceso. “Desde la enseñanza
hasta la inspección de costuras, podemos documentar cada soldadura de cada
componente en vídeo y con un conjunto de datos completo”. Scansonic construye
sistemas de procesamiento láser para soldadura por láser. Con su sistema de cámaras
SCEye, ofrecen una solución integrada para el control de procesos, tanto para
procesos de soldadura con guía de hilo táctil como para la soldadura remota.
Para cada componente, el software registra tanto los parámetros del proceso
(potencia del láser, alimentación del cable, etc.) como el movimiento del eje
de giro [posición del eje de giro] o la fuerza de prensado del cable. Además,
la zona de unión se graba en vídeo.
Las imágenes de la cámara
tomadas antes y después del proceso se editan en tiempo real. Por ejemplo,
estas imágenes se pueden utilizar para identificar obstáculos antes de que
comience el proceso o interrupciones durante la unión. Una vez finalizado el
proceso, la cámara también supervisa la costura enfriada y puede identificar
claramente los defectos de la costura (por ejemplo, los poros).
Hay muchos conocimientos
técnicos en el software. Para ello, Scansonic analiza grandes cantidades de
conjuntos de datos de prueba. Con la ayuda de enfoques de aprendizaje
automático, genera y optimiza los algoritmos para la aplicación
correspondiente. El usuario recibe los algoritmos como una actualización de
software y sólo necesita hacer la sintonía fina estableciendo una pista de
referencia.
Como resultado, se pueden
tener en cuenta las influencias de los materiales y las propiedades del
producto. El objetivo a largo plazo en este caso es una mayor optimización con
el fin de generar una máquina de autoaprendizaje.
Al probar el sistema de
cámara, Scansonic comprobó unas 20.000 soldaduras con un total de 69 defectos
(defectos > 2 mm). Todos los errores se encontraron de forma fiable. La tasa
de los ‘falsos negativos’ fue del 1,1%. Se trata de errores de visualización
que todavía son aceptables.
También es interesante la
monitorización de los parámetros de proceso y máquina: el usuario fija valores
de advertencia y valores límite para las tolerancias de fabricación antes del
tratamiento. El software de control muestra en tiempo real si las piezas
producidas están dentro de las tolerancias (verde), están en el rango de
advertencia (amarillo) o son inaceptables (rojo). No sólo se puede controlar
con precisión la tasa de rechazo, sino que el sistema también puede identificar
problemas de proceso en tiempo real. De esta manera, se pueden evitar mayores daños
a la máquina de procesado.
Imagen 1: El sistema de
monitoreo de procesos SCeye de Scansonic muestra una imagen en directo de la
zona de proceso (arriba a la izquierda), la guía de la costura (arriba al
centro), el resultado de las costuras (arriba a la derecha), así como los
parámetros de proceso registrados (abajo). Foto: Scansonic MI GmbH.
El trabajo de la chapa
metálica del futuro
Trumpf, en Ditzingen,
Alemania, ha estado trabajando en nuevos conceptos para el trabajo de la chapa
metálica durante bastante tiempo. En la planta, los visitantes pueden ver la
‘Unidad de producción de chapa’ en una nave de fabricación. Uno camina a lo largo
de las cinco estaciones —desde la recepción del pedido hasta la entrega de las
piezas— y puede obtener más información sobre el estado del trabajo en las
pantallas grandes. Durante una visita a la última exposición interna de Intech,
se pudo ver que presentan datos reales: a las 3 de la madrugada, una pieza de
chapa se había atascado en el almacén, por lo que la máquina obviamente se
había detenido.
Imagen 2: Trumpf muestra
cómo funciona la industria 4.0 en su unidad de producción de chapa. Foto: Trumpf/Frederik
Dulay-Winkler.
Y de eso trata la
digitalización en la producción: de optimizar la utilización de la capacidad,
detectar y eliminar las interrupciones de forma oportuna. Incluso durante la
planificación de la unidad de producción, la empresa identificó los cuellos de
botella y optimizó los procesos mediante la simulación. “Nuestra visión es la
fábrica autónoma”, dice el Dr. Heinz-Jürgen Prokop, CEO de Machine Tools en
Trumpf.
“Nuestro objetivo es la
automatización paso a paso tanto del procesamiento de los pedidos, que en el
futuro se realizará sin papel y sin interrupciones de los medios de
comunicación, como de la cadena de valor, sobre la que requerimos total
transparencia en todo momento”.
En la producción, Trumpf
se basa en una red horizontal continua. Para los clientes, algunos de los
cuales son significativamente más grandes que Trumpf, la empresa con sede en
Ditzinger también ofrece amplias posibilidades para la creación de redes
verticales. La adquisición de datos comienza en la parte inferior del
proceso.
En los niveles
superiores, los datos son cada vez más agregados. El objetivo es optimizar el
proceso, incluso más allá de los límites del sitio. El cliente decide qué datos
se transfieren a quién.
En la mayoría de los
casos, los datos de proceso permanecen en la empresa respectiva, mientras que
los datos de funcionamiento de las máquinas individuales también pueden ir a
los fabricantes, como Trumpf. Allí se recopilan y evalúan los datos de tantas
máquinas como sea posible. Los cambios en los sistemas individuales, pero
también en series completas de modelos, se persiguen como ‘servicios basados en
la condición’. A corto plazo, las empresas pueden reaccionar a condiciones
críticas, en cierta medida incluso antes de que se produzcan. A largo plazo, la
experiencia puede ser utilizada en beneficio de todos los usuarios.
El pensamiento
estratégico en BMW da sus frutos
BMW AG en Regensburg ha
adquirido una gran experiencia en la transformación digital en su planta
especializada en el sector del conformado de metales. Josef Meinhardt, del
Centro de Investigación e Innovación FIZ de Munich, ha acompañado el desarrollo
como jefe de normas e innovaciones en el sector de conformado de chapa metálica
y piezas montadas.
En su opinión, la digitalización
es un aspecto importante de la estrategia ‘in situ’, que garantiza la
estandarización de todas las instalaciones de prensado en términos de
estructura, tecnología y organización en todo el sector del conformado de chapa
del Grupo BMW. Las piezas grandes, las ‘piezas principales’, se prensan in situ
utilizando la misma tecnología. Las siete plantas de prensado de BMW tienen la
misma tecnología de producción con dos servo-líneas cada una. Trabajan en todas
partes con las mismas servoprensas, que son muy fáciles de ajustar y
controlar.
“Todas las prensas
spotting y tryout son idénticas a la fase de dibujo de las servo-líneas y
tienen la misma rigidez de prensa”, dice el experto. “De esta manera, pudimos
establecer una red global de prensas para evitar la sobreproducción gracias a
la producción in situ”. BMW no sólo evita la sobreproducción, sino que también
reduce los requisitos de espacio, los tiempos de preparación y los costes de
transporte. Por lo tanto, la creación de redes verticales le ayuda a utilizar
las economías de escala a nivel local y mundial.
Imagen 3: La línea de
montaje de la planta de prensado de BMW en Regensburg se copiará para todas las
demás plantas de productos del grupo BMW (Copyright: BMW).
Marcado láser: control
fino de las prensas, trazabilidad de las piezas de carrocería constante
Los rollos de acero de
hasta 40 toneladas de peso y unos tres kilómetros de longitud (las llamadas
bobinas) se cortan en trozos en el taller de prensado y luego se forman en
partes de la carrocería. El espesor de la placa, la firmeza o el grado de
engrase no son los mismos en todos los puntos de la bobina, características que
pueden provocar grietas durante el conformado en el caso de piezas de la
carrocería especialmente sometidas a esfuerzos. Aquí es donde trabaja una
aplicación de Smart Data Analytics en el Grupo BMW en Regensburg. Cada pieza en
bruto se marca con láser con su propio código de identificación. En el futuro,
esta ID permitirá que la prensa se ajuste a las características de la pieza en
bruto: Si es necesario, el ID puede incluir un comando de control que active la
lubricación adicional de la pieza bruta antes de que se forme en la prensa, por
ejemplo.
Gracias a una marcación
clara, la pieza bruta puede ser identificada en todo momento. De este modo, a
cada parte de la carrocería se le asigna la información que permanece
disponible a través de los siguientes pasos de fabricación hasta la carrocería
acabada.
Los especialistas en
planificación del Grupo BMW ya están utilizando la trazabilidad de todas las
piezas para optimizar el proceso mediante algoritmos adicionales. Así, teniendo
en cuenta las propiedades medidas de cada parte de la carrocería, la empresa
puede optimizar aún más las dimensiones del hueco de la carrocería acabada, o
adaptar mejor la aplicación de pintura a la superficie de la carrocería
individual. Ya hoy en día, el ajuste fino de los parámetros de la prensa tiene
un efecto claro sobre las propiedades de la pieza bruta: el número de rechazos
ha disminuido significativamente; el grado de utilización de material de una
bobina ha seguido aumentando. De esta manera, se puede reducir el tiempo de
inactividad del sistema necesario para el análisis de defectos.
Christian Patron,
director de Innovaciones y Digitalización en el Sistema de Producción de BMW,
explica: “Con Smart Data Analytics, estamos estableciendo nuevos estándares en
nuestro sistema de producción. Combinamos la experiencia de nuestros empleados
con las nuevas posibilidades de procesar eficientemente grandes volúmenes de
datos para obtener previsiones precisas y optimizar proactivamente los
procesos. Esto acelera la mejora continua del sistema de producción de acuerdo
con los principios básicos de la producción ajustada”.