¿Qué pueden hacer los sensores inteligentes en una planta de fabricación?
En los últimos 10 años se está asistiendo a una constante mejora en la monitorización de los sistemas de producción con el fin último de mejorar su productividad. En este artículo se presentan algunos ejemplos de las mejoras que distintos grupos de investigación españoles han introducido en equipos de producción industriales basándose en una estrategia combinada de mejora de la sensorización de las máquinas e introducción de inteligencia artificial en los equipos que procesan las señales obtenidas de los sensores.
Entre los ejemplos presentados se encuentra la detección de rotura de herramienta en plantas de mecanizado de motores de automóvil, la predicción online de la rugosidad superficial en el mecanizado de moldes y matrices y la detección de defectos en soldadura láser en la fabricación de la carrocería de vehículos.
Realidad industrial exigente
Las plantas de fabricación actuales se han convertido en un paradigma de lo imposible: exigencias de productividades cada vez más altas, reducción de costes y mejora de la calidad final del producto han convertido el trabajo en las mismas en un reto diario de exigencia y creatividad. Si bien existen múltiples estrategias para avanzar en estos requerimientos, la mejora del control y el diagnóstico de las máquinas que intervienen en el proceso productivo se han convertido en una piedra angular y una de las estrategias más exitosas para alcanzar este objetivo.
Pero la mejora del control y el diagnóstico de máquinas choca sistemáticamente contra un obstáculo: la escasa información disponible sobre el funcionamiento en tiempo real de las máquinas. Para saber más sobre el funcionamiento en tiempo real es necesario el desarrollo e implementación de nuevos tipos de sensores. Posteriormente, la información proporcionada por los mismos debe ser analizada utilizando dispositivos inteligentes de predicción y diagnóstico, esto es: algoritmos capaces de extraer patrones de comportamiento de la máquina que posibiliten aumentar su rendimiento. De acuerdo con este planteamiento, fabricantes de máquina-herramienta, proveedores de elementos críticos de las máquinas y usuarios finales de estas máquinas se han lanzado a una carrera, no siempre coordinada, por aumentar la sensorización y la inteligencia de las máquinas con el fin último de mejorar el control de los procesos de fabricación. Este artículo pretende mostrar, a través de dos ejemplos reales, las implicaciones reales de esta estrategia. En primer lugar se presenta un ejemplo de optimización del mecanizado en centros de fresado y taladrado, y en segundo lugar se muestra una estrategia avanzada de diagnóstico usada en maquinas herramienta, brochadoras en este caso, de producción en serie de piezas de automoción.
Uno de los más habituales problemas en el mundo del mecanizado es la optimización de los procesos de fresado y taladrado. Si bien la modificación de las condiciones de corte puede ser realizado por el operario a pie de máquina mediante los mandos de control del override que los CNCs incorporan tanto para velocidad de giro del cabezal como para avance de los ejes lineales, esta modificación puede traer consigo en algunos casos el desgaste excesivo de la herramienta de corte, su rotura o, lo que es aún más crítico, el daño de elementos críticos de las máquinas como son los electromandrinos en fresadoras de Alta Velocidad. Para modificar las condiciones de corte sin correr el riesgo de dañar la máquina, distintos fabricantes de fresadoras incorporan soluciones razonablemente sencillas, pero suficientes para esta función. Consisten en la incorporación en los cabezales de fresado de un acelerómetro triaxial capaz de medir en tiempo real las vibraciones sufridas por el cabezal. Habitualmente el sensor y su sistema de acondicionado de señal son productos originarios de fabricantes de componentes, como es el caso de los sistemas Spin-check de la casa Kessler o los equipos de la casa Branckamp. En este caso el fabricante de la fresadora sólo puede aportar el valor añadido de integrar estos sistemas en el CNC, permitiendo así un control unificado del proceso de mecanizado desde la consola de la máquina.
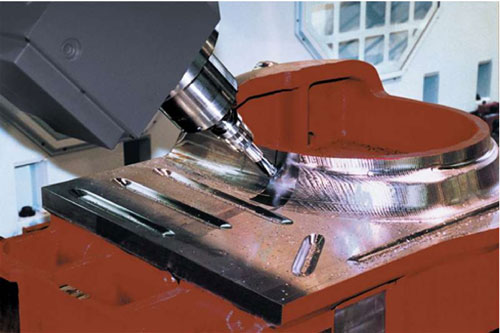
Figura 1. Acabado de Alta Velocidad mediante un cabezal de 5 ejes.
Esta solución sencilla en cuanto al análisis y procesado de la señal plantea muchas limitaciones: dado que los acelerómetros se sitúan lejos de la fuente de vibraciones, la punta de la herramienta, la información obtenida sólo permite avisar de severos niveles de vibración debidos a roturas significativas de la herramienta o a fresados demasiado exigentes. Niveles intermedios de vibración pueden no dañar la máquina, pero si ser suficientes para que la calidad superficial de la pieza a mecanizar no cumpla los estándares exigidos por el cliente final. Se precisa por tanto de sistemas más inteligentes que, partiendo de una elevada sensorización del proceso, permitan sacar unas conclusiones válidas para tareas más complejas, como por ejemplo el diagnóstico del nivel de desgaste de la herramienta.
Detección de rotura de herramienta
En el caso del mecanizado en serie de piezas, el reto es diferente ya que las condiciones de corte permanecen prácticamente fijas entre piezas consecutivas (salvo ligeros ajustes por parte del operario) y el objetivo es una detección automática, rápida y fiable que evite grandes pérdidas de producción y calidad. Al mismo tiempo, se busca la protección de complejas herramientas diseñadas específicamente para la producción en serie. Un caso paradigmático de este tipo de herramientas lo constituyen las herramientas multifilo como la mostrada en la Figura 2. Esta configuración de herramienta se usa para mecanizar en serie los apoyos y muñequillas de cigüeñales de automóvil.
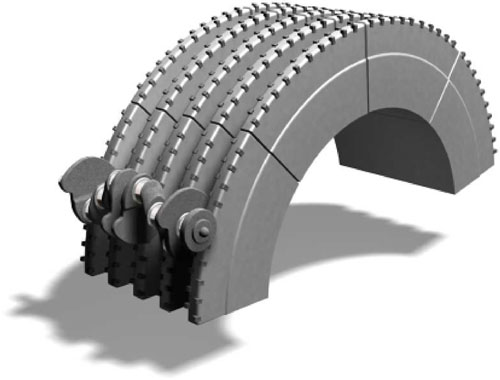
Figura 2. Herramienta multifilo de mecanizado en serie de cigüeñales.
Para llevar a cabo una detección de roturas y estimación de desgaste de dicha herramienta pueden analizarse diferentes fuentes de información como son el ruido del entorno, las vibraciones de la herramienta, la temperatura alcanzada en los diferentes filos o el consumo eléctrico de los accionamientos de la brochadora. Está ultima fuente de información, el consumo, proporciona una información clara acerca de la evolución del desgaste de la herramienta (aumento progresivo del consumo) y de las roturas parciales o totales de los filos de la herramienta (variaciones bruscas del consumo). Además el consumo constituye una medida económicamente rentable y muy poco invasiva. Mediante un procesamiento adecuado de la señal de consumo pueden detectarse con bastante fiabilidad las variaciones bruscas de consumo que indican roturas en la herramienta. Esto permite vigilar de forma automática una gran cantidad de máquinas-herramienta de una misma línea de fabricación en serie.
Figura 3. Ejemplo de variación en el consumo por rotura de una placa de desbaste (después de mecanizar la pieza n).
Para llegar a conseguir esta detección automática de averías es necesario llevar a cabo los siguientes pasos con la señal de consumo medida en los accionamientos de la herramienta:
- Segmentación: consiste en extraer, de la forma de onda de corriente durante el mecanizado de cada pieza, aquella parte del consumo correspondiente a cada placa o grupo de placas de la herramienta (ver Figura 3).
- Parámetros estadísticos: cada forma de onda se resume calculando aquellos parámetros estadísticos mas relevantes (la corriente máxima y media usualmente).
- Detección de cambios: la aparición de averías tiene un efecto directo sobre los parámetros estadísticos calculados, por lo que una detección automática y fiable de estas variaciones resulta de vital importancia para la protección de la herramienta.
- Decisión: este paso tiene como misión el desechar cambios en la evolución del consumo no directamente relacionados con una avería en el herramienta como por ejemplo un cambio en las características del material a mecanizar.
La Fundación CARTIF ha desarrollado un sistema de estas características que se ha implementado positivamente en dos líneas de mecanizado de cigüeñales de automóvil.
Predicción online de calidad superficial en el mecanizado
Como se ha comentado anteriormente, las vibraciones que se producen durante los procesos de mecanizado son uno de los factores limitantes de la productividad y la calidad de la producción obtenida. Un nivel excesivo de vibración durante el mecanizado de un molde o una matriz, por ejemplo, puede acarrear diversas consecuencias: daño en la máquina, rotura de herramienta, pérdida de precisión geométrica del molde o matriz o baja calidad superficial del mismo. Si bien para las tres primeras consecuencias es necesario un nivel muy elevado de vibraciones, normalmente detectable mediante las técnicas presentadas al comienzo de este artículo, los niveles de vibración suficientes para producir una baja calidad superficial del molde o matriz no son tan elevados, y los sistemas tradicionales no pueden detectarlos, siendo esta una tarea que queda en manos del operario de la máquina y que se basa fundamentalmente en su experiencia para evaluar el sonido derivado del mecanizado.
La Fundación Ascamm en colaboración con la Universidad de Burgos (http://pisuerga.inf.ubu.es/ADMIRABLE/es/) ha desarrollado un sistema inteligente compuesto por un sensor de vibración incorporado en el cabezal de la fresadora y un sistema inteligente formado por multiclasificadores para predecir la calidad superficial on-line de la pieza mecanizada partiendo de las señales procesadas de la vibración y los parámetros de corte fijados en el programa CAM de mecanizado.
El sistema desarrollado incorpora un acelerómetro, figura 4, conectado a un sistema de adquisición de señal. La pantalla de control de la aplicación permite al operario introducir los parámetros de corte, que también pueden ser leídos directamente a través del PLC en la versión integrada en fresadoras, tales como velocidad de corte, avance por diente, Figura 5. El sistema muestra el nivel en tiempo real de vibración y muestra el nivel previsto de vibración de acuerdo con la norma ISO 1302:1996 que establece 12 niveles para la rugosidad superficial en el mecanizado, Ra, desde 0.006 μm hasta 50 μm. El sistema requiere la realización de una serie de mecanizados sin variar los parámetros de corte en los mismos y la medida off-line de la rugosidad final de la pieza mecanizada. Estos valores son utilizados para el entrenamiento mediante multiclasificadores del sistema inteligente de predicción de la rugosidad superficial.
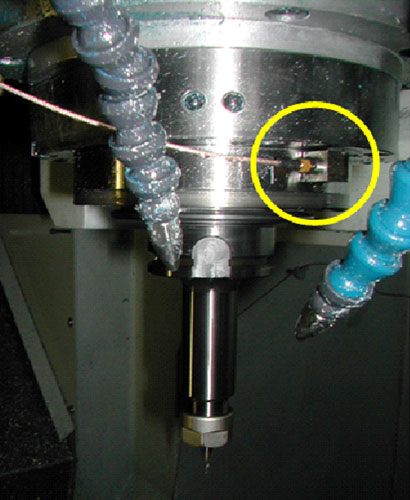
Figura 4: Colocación de un acelerómetro unidireccional en el cabezal de la máquina.
Figura 5: Pantalla de monitorización de vibraciones del equipo desarrollado.
En primera instancia el sistema inteligente de predicción de la rugosidad se basaba en Redes Neuronales Artificiales. Las redes neuronales son algoritmos matemáticos que pretenden simular el sistema del cerebro humano para sacar conclusiones a partir de ciertas evidencias reales. En el caso de este sistema de monitorización, las redes neuronales consideraban los parámetros de corte y los niveles de vibración y pronosticaban un valor de la rugosidad final según la norma ISO 1302:1996, por lo tanto clasificaban la rugosidad. Pero las redes neuronales mostraban una alta sensibilidad al proceso de ajuste de los parámetros de los algoritmos por parte del experto que configuraba su funcionamiento en cada sistema real implementando. Se hacía preciso por lo tanto la presencia de un experto en Inteligencia Artificial para el ajuste del sistema, realidad esta demasiado costosa. El siguiente avance fue sustituir las redes neuronales como sistema de clasificación de la rugosidad por un sistema formado por multiclasificadores. Los multiclasificadores son algoritmos en los que la clasificación final no se obtiene sólo de un solo clasificador, como eran las redes neuronales en la primera etapa de este equipo, sino de varios clasificadores implementados en paralelo, el resultado más frecuente o promedio entre la predicción de estos clasificadores era la respuesta final del sistema. El principio es el mismo que no guiarse sólo por el diagnóstico de un médico ante unos síntomas extraños de enfermedad sino buscar varias opiniones de expertos y quedarse luego con un valor promedio de las mismas. Los multiclasificadores resultaron ser más precisos y menos sensibles al ajuste de sus parámetros por parte del instalador del sistema que las redes neuronales. Una última versión del sistema inteligente permite dar una estimación al operario off-line de la rugosidad esperable de acuerdo con los niveles de vibración sufridos por la herramienta en condiciones similares en mecanizados anteriores. La Figura 6 muestra uno de los gráficos que proporciona el sistema, en el que para distintos avances de la herramienta y distintas velocidades de giro predice hasta 3 niveles distintos de vibración según la norma ISO 1302:1996 (distintos niveles de gris en la gráfica).
Figura 6. Grafica obtenida del sistema inteligente para facilitar al operario fijar las condiciones de corte: rugosidad superficial esperada (escala de color) frente a avance y velocidad de giro de la herramienta.
Detección de errores en cordones de soldadura
La soldadura laser constituye en la actualidad un método habitual a la hora de unir piezas metálicas y es usado con gran frecuencia en la fabricación de piezas de carrocería en la industria del automóvil. Este método de unión aporta numerosas ventajas: alta velocidad de fabricación, gran flexibilidad, zona de afectación térmica pequeña, por lo que las propiedades del material se alteran mínimamente y es un proceso fácilmente automatizable. Sin embargo, es posible que durante el proceso de soldadura láser puedan aparecer defectos como ocurre en el caso de otros procesos de soldadura. Los defectos más habituales en este tipo de proceso de unión son: falta de penetración, poros, poros internos, orificios y falta de alineamiento.
En la Fundación CARTIF se han desarrollado dos metodologías para detectar este tipo de defectos: la primera utiliza el análisis temporal y frecuencia de la señal generada por fotodiodos sensibles a determinadas longitudes de onda de la radiación emitida durante la soldadura y, la segunda, el cálculo de la denominada “temperatura electrónica” del plasma generado. Para este segundo método se recurre a espectroscopios, que son sistemas capaces de registrar la intensidad de la radiación para cada longitud de onda.
Los dos métodos se utilizan para el mismo fin a pesar de basarse en principios completamente diferentes. El método basado en fotodiodos utiliza unos sensores más baratos y aptos para el uso industrial, mientras que los espectroscopios, además de ser más caros, requieren precauciones especiales contra las vibraciones y los cambios de temperatura; aparte de tener que ser calibrados con regularidad.
- Detección de defectos en soldadura láser mediante fotodiodos
Usando este tipo de sensores, la radiación visible, infrarroja y ultravioleta emitida por el proceso de soldadura se recoge mediante fibra óptica que dirige la radiación hacia diferentes fotodiodos sensibles a determinados rangos de longitud de onda. Por ejemplo, mediante un fotodiodo sensible al rango 800-1100 nm, es posible conocer las variaciones en la forma de la zona de material fundido. El rango de 200-1100 nm, correspondiente a la suma de la luz ultravioleta y visible1.
En la figura 7 se representa un esquema con la cadena de medida necesaria para procesar y detectar defectos en la soldadura mediante este tipo de sensores (fotodiodos).
Figura 7. Cadena de medida para los fotodiodos
La señal generada por los fotodiodos necesita ser amplificada para poderse medir mediante una tarjeta de adquisición de datos conectada a un ordenador con el software de detección de defectos.
A partir de esta señal medida, es posible realizar dos tipos de procesamiento para detectar el mayor número de defectos. El primer algoritmo consiste en procesar directamente las señales (como la representada en la Figura 8) para detectar patrones de cambio temporales (variaciones bruscas) que avisen de la aparición de defectos. Hay que pensar que la radiación que estos fotodiodos miden está relacionada con el proceso de fundición de los metales soldados y que los defectos durante la soldadura producen cambios en la señal que se está analizando. Por ejemplo, si durante la soldadura ocurre un defecto de poro, la radiación descenderá rápidamente (como en la Figura 8).
Figura 8. Señal temporal de radiación infrarroja.
El segundo algoritmo que puede usarse para analizar la señal procedente de los fotodiodos es el procesamiento en frecuencia. Mediante este análisis, se busca en la señal medida variaciones de las diferentes componentes frecuenciales de la señal de radiación y estudiando las relaciones entre ellas es posible detectar la presencia de un defecto.
1 La luz visible tiene un rango de longitud de onda que va desde los 380 hasta los 740 nm.
- Detección de defectos mediante la temperatura electrónica del plasma de soldadura
Durante la soldadura laser por penetración se forma un plasma dentro del keyhole u orificio formado por la interacción del láser y el metal. El plasma, que puede entenderse como un gas formado por electrones libres procedentes de los átomos del material soldado, puede caracterizarse mediante diferentes parámetros, entre ellos la denominada temperatura electrónica. Este parámetro se puede utilizar para detectar defectos en la soldadura. Para calcular la temperatura electrónica, es necesario analizar la radiación emitida mediante un equipo denominado espectroscopio. Este equipo, de tipo óptico, descompone la radiación en sus diferentes longitudes de onda. Mediante una adecuada selección de longitudes de onda (dependientes sobre todo de los metales soldados) es posible estimar la temperatura electrónica del plasma y relacionar las variaciones que se producen en el mismo con variaciones en la calidad del cordón de soldadura. En la Figura 9 se recoge la evolución de la temperatura electrónica a lo largo de un cordón soldado mediante láser. Puede comprobarse un aumento brusco de este parámetro en presencia de varios poros durante la soldadura.
Figura 9. Señal temporal de temperatura electrónica.
Conclusiones
Estos ejemplos sólo tratan de mostrar una clara línea de futuro: una mayor sensorización e inteligencia en las máquinas puede hacer posible un aumento importante de la productividad y la calidad de los procesos automatizados de fabricación. El reto de los próximos años será encontrar soluciones rentables, automáticas y sencillas para este objetivo.
No hay comentarios:
Publicar un comentario