El Cuerpo de Marines de los Estados Unidos (MCSC) acaba de construir su primer prototipo de cuartel o barraca de hormigón, el cual piensan llevar al campo de batalla en un futuro no muy lejano, en caso de que las pruebas sean satisfactorias. Este primer cuartel se construyó en sólo 40 horas usando una impresora Vulcan, y para ponerlo en perspectiva, para este tipo de trabajos se suelen emplear 10 Marines, quienes construyen cuarteles en madera en máximo 48 horas.
Aseguran que usar esta impresora será más rápido, económico y seguro.
Casas fabricadas con la impresora Vulcan
Los proyectos de construcción basados en impresión 3D de hormigón no son nuevos, en 2016 se abrieron en Dubái las primeras oficinas utilizando esta tecnología, y hace unos meses, surgió otro proyecto como parte de una iniciativa humanitaria en El Salvador, que busca “imprimir” casas en tan solo 24 horas con un reducido coste de 4.000 dólares.
Primeras oficinas creadas con impresión 3D
Para realizar esto se ha usado la que a día de hoy es conocida como "la impresora 3D más grande del mundo", que es la impresora Vulcan con capacidad de crear viviendas de una superficie máxima de 250 metros cuadrados. Pues ahora, el ejército de los Estados Unidos ha adoptado una con el objetivo de poder construir sus cuarteles en varios campos de batalla.
Este primer prototipo mide 46 metros cuadrados y, explican, que al ser de hormigón se tiene mayor seguridad y durabilidad al estar en el campo de batalla. En este proyecto colaboraron, además, el Centro de Investigación y Desarrollo de Ingenieros del Ejército de EEUU, quienes ayudaron con los planos para su construcción en Champaign, Illinois.
Una vez que se tuvieron los planos, lo siguiente fue crear el modelo 3D, que sirve para dar las instrucciones a la impresora 3D. Después de esto, lo siguiente fue montar la impresora sobre la superficie e iniciar la operación. Sin embargo, aún hay algunos detalles que el ejército busca mejorar, como automatizar el bombeo y la mezcla de hormigón, ya que hasta este momento esto se hace de forma manual. Una vez que se resuelva esto, aseguran que la construcción podría llevar máximo 24 horas.
Redes neuronales artificiales y su aplicación al estudio de la estabilidad de nuevos materiales
Uno de los mayores problemas al que se enfrenta el desarrollo tecnológico, la invención de nuevas tecnologías, la fabricación... es el condicionamiento y las limitaciones de los materiales existentes, por eso el estudio de nuevos materiales más resistentes, ligeros, económicos y otra serie de cualidades específicas de la aplicación para la que sean pensados, es de vital importancia para poder llevar a cabo el desarrollo tecnológico actual.
Para ayudar a la tarea de investigación en el campo de estudio de nuevos materiales, el equipo formado por Shyue Ping Ong y Weike Ye, de la Universidad de California que se encuentra en San Diego, Estados Unidos, están desarrollando una tecnología de redes neuronales artificiales para la determinación de la estabilidad de los nuevos materiales.
¿Qué son las redes neuronales artificiales?
Una red neuronal artificial se puede definir como un modelo computacional compuesto por un conjunto de neuronas artificiales, que son unidades de cálculo que se asemejan a las neuronas biológicas naturales. Estas redes neuronales funcionan de forma parecida al cerebro humano, recibiendo una señal de entrada, procesándola en las unidades de cálculo (neuronas) que están conectadas entre sí y dando como resultado una o varias señales de salida.
Los métodos actuales de predicción de estabilidad de nuevos materiales se basan en las Cinco Reglas de Linus Pauling, basadas en la relación geométrica de los radios iónicos de los átomos con carga negativa y positiva que caracterizan la estructura estable para dicha combinación, y en la Supercomputación.
El equipo de investigadores lo que está realizando es una enseñanza a esta red neuronal artificial para que sea capaz de determinar la energía de formación de cristales, que pueden ser de dos tipos: granates o perovskitas. Dichos cristales de perovskitas y granates se emplean en multitud de objetos que vemos todos los días, como pueden ser luces LED, baterías recargables, placas fotovoltaicas, las cuales son determinantes para determinar la competitividad económica de las energías renovables...
La ventaja de esta nueva técnica de estudio de la estabilidad de nuevos materiales radica en la precisión y exactitud de los resultados, así como en la velocidad de aprendizaje, que resulta ser mucho mayor que la del aprendizaje automático.
Con casi 70 años de historia de marca a sus espaldas, los últimos 40 años de SEAT son clave para el desarrollo industrial actual de la empresa: "La única", como destaca la compañía, "que diseña, desarrolla, fabrica y comercializa vehículos en España.
Actualmente, la alta competitividad de los vehículos de producción que provienen de diversos continentes, y precios de venta muy ajustados, hacen que una marca tenga que diferenciarse respecto otros productos por alguna cualidad en concreto.
El caso que nos ocupa es SEAT. Una marca que ofrece un producto catalogado como generalista. Una marca dentro del Grupo VAG, en la que AUDI, por ejemplo, sería la marca Premium de más alta calidad de ejecución, lo último en tecnología y claro está, con precios superiores. En cambio, SEAT tiene por objetivo cubrir un público que, con un nivel de vida medio y que puedan realizar un gasto en un vehículo nuevo cuyos precios varíen desde los 10000€ de un coche urbano a 35000€ de un monovolumen o SUV bien equipado. Poniendo en el mercado vehículos con tecnología ya probada por la marca premium del grupo a precios de vehículos generalistas. Tiene en el punto de mira como competidores; las marcas francesas (Renault, Citroën, Peugeot), Otras Americanas- europeizadas: como FORD y Opel, y desde Asia: Japonesas (Toyota, Honda, Nissan..) y coreanas(Hyundai).
En este entorno, en el que los precios más bajos, hacen que ganen la partida los franceses y coreanos, hace que una marca como SEAT quiera diferenciase del resto por la calidad de construcción y la introducción de avances tecnológicos frente a precios más bajos como argumento de ventas.
Y es en la calidad de fabricación donde se quiere centrar la entrada de hoy. La precisión que se exige en la fabricación y el montaje final es actualmente el objetivo marcado por la dirección de SEAT y que se exige a sus equipos de ingenieros.
En la planta de Martorell, sale una carrocería cada 57 segundos. O lo que es lo mismo, 1.515 cada día sin paradas técnicas. Y todo ello con una tolerancia de décima de milímetro.
PRIMERA FASE DE DESARROLLO: De los requerimientos de la dirección al Ordenador.
Tras definir por parte de la dirección de la empresa un nuevo modelo y con el visto bueno de Alemania (como se ha comentado,SEAT depende del grupo VAG Alemán) se plasma las ideas sobre la carrocería por parte de los diseñadores. Los primeros dibujos o bocetos al carboncillo se pasan al ordenador con programas CAD. Y el siguiente paso una vez se define cómo será la construcción de un coche en el ordenador es la sala de medición. Allí se fabrican piezas maestras con las medidas predefinidas durante la fase anterior. Una vez recibidas las piezas, se trabaja para montarlas una a una hasta conseguir dos modelos perfectos, uno de ellos es la carrocería y el otro es el interior del vehículo. Una vez recibidas las piezas, se
montan como si un puzle se tratara, de lo particular a lo general. Durante el proceso se analizan los detalles
al milímetro (en concreto a la décima de milímetro) y se van
corrigiendo las posibles desviaciones hasta dar forma a un coche que roza la perfección.
Ilustración 1: Un operario del
laboratorio de SEAT verifica la tolerancia entre el portón y el dispositivo de
iluminación
El resultado es un coche sin fugas, con
las menores holguras que puedan provocar pequeños ruidos o problemas de
aislamiento y con el coeficiente aerodinámico buscado. Para conseguirlo se recurre al concepto de CAM
(Fabricación asistido por computador), máquinas capaces de escanear hasta 200.000 puntos por segundo que, a
continuación, se superponen con la imagen deseada y con mapas de calor se
comprueba que no existen diferencias.
SEGUNDA FASE DE DESARROLLO: El prototipo pasa a la producción
Una vez
validado el prototipo, se pasa a la fase de fabricación para hacer realidad
todo lo certificado en la sala de medición, 2.000 robots trabajan a diario con 1.800 trabajadores para conseguir que
una carrocería salga de la planta cada 57 segundos.
Ilustración 2: Robot manipulador, soldador, atornillador…Cientos
de brazos con funciones específicas dan forma al automóvil final en la planta
de producción
Son máquinas de hasta 6 metros de altura y
capaces de levantar 700 kg de peso, dando pasos para no entorpecer a
otros robots y la precisión con la que son capaces de ir soldando las piezas
hasta dar vida a una carrocería que es rematada por los operarios, que ejercen
de montadores y de controladores de calidad.
Para dar apoyo
a los operarios de la planta se usan robots AGV (Vehículos autónomos guiados) y
representan un papel esencial para
que el trabajo salga adelante. Estos robots conviven como un trabajador más en
la fábrica y se mueven por sí solos sin necesidad de recibir órdenes, dándose
prioridad de paso en los cruces y estando disponibles para los trabajadores
siempre que lo necesitan.
Como ejemplo, para
dar asistencia a un operario estaba encargue de montar elementos de la caja de
cambios. Un robot AGV almacena
dicho material y una cámara controla cuándo se queda sin éste. Una vez
cogida la última caja de cambios, el robot se va por sí solo a por más material
y un segundo que estaba en espera ocupa el lugar del primero. De esta manera,
el operario siempre tiene material disponible con el que desempeñar su oficio.
Ilustración 3: Robot AGV circulando, por guiado magnético, de
forma autónoma por la planta de Martorell transportando una unidad de potencia.
La importancia
de los 125 robots AGV es palpable cuando se analizan los datos aportados por
SEAT: son capaces de mover hasta 1.500kg en un solo viaje y a lo largo del año recorren 436.000 kilómetros.
Sin duda un
avance para mejorar la calidad de fabricación, y hacer que cada operario pueda
centrar sus esfuerzos en supervisar la calidad de fabricación, que es el
objetivo que SEAT persigue en cada producto que pone a la venta para su público
objetivo.
Para finalizar, se adjunta un vídeo de la plata de producción de Martorell, en el que de una manera gráfica el lector puede observar con detalle los expuesto en el texto:
Referencias: Revista
Autopista, La Vanguardia, SEAT yelaboración propia. https://www.autopista.es/ https://www.lavanguardia.com/ https://www.seat-mediacenter.es/companypages/facilitiespage/martorell-production-facility.html
Un
robot albañil capaz de trabajar con madera y yeso que, de forma autónoma y en
solitario, puede trabajar en la construcción de distintas estructuras. Así es
el nuevo invento de El Instituto Nacional de Ciencia y Tecnología industrial
avanzada de Japón con el que, en los próximos años, pretenden hacer frente a la
escasez de mano de obra derivada de una población envejecida.
Bautizado
como HRP-5P, este robot es capaz de realizar mediciones sobre su entorno,
detectar objetos y planificar sus movimientos para la ejecución da varias
tareas.Por ejemplo, el robot es capaz de agarrar paneles de madera de grandes
dimensiones y construir con ellos un tabique. Para ello, cuenta con manos
prensiles y brazos articulados, además de ganchos y otras herramientas como una
pistola de clavos. Según un comunicado de sus creadores, HRP-5 se trataría de
un desarrollo intermedio en una carrera a largo plazo fruto de la colaboración
académico-industrial. El objetivo de sus creadores consiste en fabricar
"robots humanoides para que en sectores como la construcción o en cadenas
de montaje de grandes estructuras se aceleren los procesos".
Foto 1: Imagen de robot albañil (Fuente: Instituto Nacional de Ciencia y Tecnología industrial avanzada de Japón)
Japón
-con escasa inmigración, una población envejecida y una baja tasa de natalidad-
concibe los robots como una solución con la que hacer frente a los problemas
que se encontrará su sociedad a medio plazo: un descenso en la población activa
que traerá consigo un descenso en la fuerza de trabajo disponible para sectores
como la construcción o el cuidado de ancianos. "Muchas industrias como la
construcción van a estar faltas de manos en el futuro y es necesario arreglar
ese problema con la tecnología robótica", aseguran sus creadores.
"Además, en lugares como los astilleros, los trabajadores llevan a cabo un
trabajo pesado y peligroso, que nos gustaría sustituir por el de robots",
sostienen. Sin embargo, según reconocen sus diseñadores, ese escenario todavía
se encontraría lejano y HRP-5P tendrá que ir conformándose con desarrollar
chapucillas domésticas relacionadas con la construcción. "Todavía no hemos
progresado lo suficiente para que los robots trabajen en entornos de trabajo
complejos como el en el montaje de un barco o un avión".
Vídeo 1: Robot albañil trabajando. (Fuente: Instituto Nacional de Ciencia y Tecnología industrial avanzada de Japón)
La configuración actual puede producir alrededor de 26.000 plantas por año y es equivalente a una granja al aire libre con un total de una hectárea, con la diferencia de que obviamente está en un espacio interior y es mucho más eficiente
La innovadora startup, Iron Ox ha inaugurado su primera planta de producción en San Carlos, cerca de San Francisco (Estados Unidos). Pero esta no es una granja ordinaria. Sus 15 empleados humanos comparten su espacio de trabajo con robots que se dedican a ocuparse de filas y filas de hojas verdes. La primera granja totalmente autónoma donde el software y la robótica ocupan el lugar de los trabajadores agrícolas humanos.
Esta instalación hidropónica interior de más de 2.400 m2, producirá verduras de hoja verde a una tasa de aproximadamente 26.000 unidades por año.
Uno de los robots que cuida estas plantas es Angus, una máquina de 450 Kg con capacidad para levantar y mover las enormes cajas hidropónicas en las que crece el producto, y el brazo robótico de Iron Ox para cosecharlo.
Tanto Alexander como su socio y co-fundador Jon Binney decidieron investigar en la agricultura de interior después de haber trabajado en otras compañías de robótica. “Habíamos visto muchas novedades en robótica y queríamos aprovechar eso“, explica Binney. Se plantearon dedicarse en el desarrollo de drones dedicados a la logística pero finalmente se decidieron por la agricultura. Alexander explica que su objetivo no era solo crear un negocio rentable, sino también algo que aportara un valor social.
En Estados Unidos la mayoría de vegetales de hoja verde durante los meses fríos se cultivan en California y Arizona. Esto significa 3.200 km de viaje para que una lechuga llegue durante el invierto hasta Nueva York. “Por eso queremos cultivar en interior. Podemos descentralizar las granjas“, explica Alexander.Para que Iron Ox llegara a hacer realidad una granja autónoma, se necesitó mucho trabajo e ingeniería.
El reto más difícil, según explica Alexander, era lograr que el brazo robótico viera las plantas a través de sus cámaras 360º y luego gestionara la operación de recolección para cosechar el producto, que no siempre es uniforme. Y para ejecutar esta operación de manera autónoma, obviamente tenia que hacerlo de una forma efectiva.
Angus es el robot más grande que se ocupa de recoge cajas de hasta 360 kg en las que se cultiva el producto, llevándolas al brazo robótico. Además se necesita sistema que monitorean las plantas, su crecimiento y los sensores que las vigilan. El sistema hidropónico se controla desde un servicio basado en la nube que le indica a los robots cuándo es el momento de cosechar y qué operaciones realizar. Después de recibir las ordenes, los robots realizan esas tareas de forma autónoma.
El mundo de la fabricación está experimentando una profunda transformación basada en nuevas tecnologías de diseño que aúnan representaciones 3D de estructuras altamente complejas con inteligencia artificial, razonamiento basado en modelos y aprendizaje basado en datos. Las representaciones de diseño del futuro serán híbridas, que fusionarán información geométrica compleja con modelos físicos y de aprendizaje automático.
La introducción de nuevos materiales en numerosos procesos de fabricación esta viviendo una evolución notable . En muchos sentidos, las tecnologías de diseño no han podido mantenerse al día con este rápido ritmo de cambio. Como resultado, las capacidades de fabricación están impulsando la evolución de las tecnologías de diseño.
Los sistemas de diseño asistidos por computadora y el software asistido por compudadora (CAD/CAM), ademas de los sistemas de gestión del ciclo de vida del producto (PLM) siguen siendo útiles, pero es el envejecimiento de los materiales heredados u el uso de herramientas lo que provoca que el fabricante limite su capacidad de innovación.
El cometido principal de este modelo de fabricación y diseño es permitir al diseñador crear diseños novedosos que exploten la complejidad geométrica y de los materiales gracias a la fabricación aditiva e híbrida, es decir, aprovechar la marea de nuevos materiales y métodos de fabricación para permitir diseños que hoy son inimaginables.
Representación del hueso del fémur
El programa trabajará con una variedad de materiales y compuestos, con herramientas específicas integradas para la fabricación aditiva e híbrida. Este enfoque innovador tiene la capacidad de diseñar y fabricar objetos con miles de millones de atributos geométricos, como motores a reacción o turbinas de gas. Los programas pueden optimizar automáticamente la forma y el diseño del material junto con algunos parámetros de diseño para un objeto y determinar las mejores configuraciones para la fabricación.
La inteligencia artificial y la física de los materiales convergen rápidamente para proporcionarnos una imagen más clara al incorporar los procesos y piezas necesarios para impulsar innovaciones de fabricación reales, en las etapas más tempranas posibles del diseño de un producto.
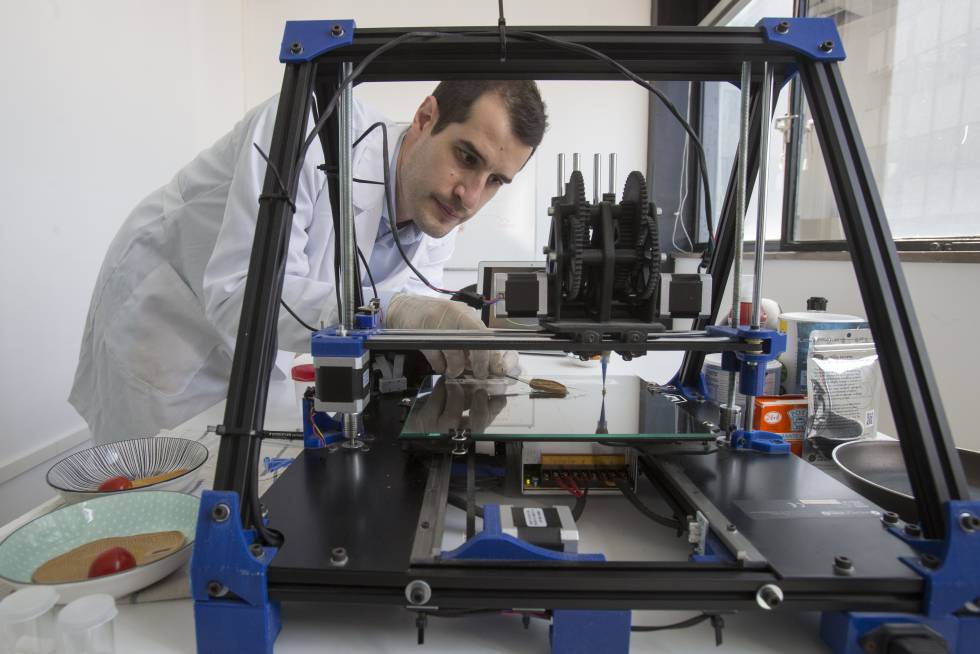
Creación de piel humana sin pelo con una impresora 3D
Una bata verde hasta las rodillas, media cabeza cubierta con un gorro y los pies tapados con unas calzas. Todo estéril. Estamos a punto de entrar en el laboratorio de bioingeniería de la Universidad Carlos III, a las afueras de Madrid, aislado completamente del resto del mundo, donde la palabra ficción no cabe. «Ver, pero no tocar», insiste el jefe. Un descuido podría contaminar las células humanas con las que el biólogo molecular José Luis Jorcano y su equipo de bioingenieros están haciendo realidad lo que hasta ayer se antojaba una quimera.
Están fabricando piel humana ¡con una impresora 3D! El órgano más grande (2m2), pesado (3-4 kg) y visible del cuerpo. Podría ser el sueño de cualquier bombero. O el de un soldado. O de un motero que espera un trasplante tras perder su piel en un accidente.
«Al menos la esperanza será mayor», asiente sin triunfalismos Jorcano, quien hace tres años, junto con el jefe de cirugía experimental del Hospital Gregorio Marañón de Madrid, Francisco del Cañizo, uno de los padres del primer corazón artificial español, ideó un plan para fabricar piel humana mediante una impresora que hace reproducciones de la piel.
«Es sólo el comienzo de algo revolucionario», augura el investigador. Y también un hito, como ha destacado la revista científica Biofabrication, en cuyas páginas Jorcano ha demostrado, por primera vez, que a través de las nuevas técnicas de impresión en tres dimensiones se puede producir esa coraza humana.
Los bioingenieros José Luis Jorcano (dcha.) y Francisco del Cañizo. REDA SLAFTI
Y sin riesgo de rechazo, otras de sus ventajas, ya que se utilizan las células del propio paciente para fabricarla. «Esta piel puede ser trasplantada sin miedo a que le organismo reaccione como lo haría frente a un cuerpo extraño». O ser utilizada para probar medicamentos, cosméticos u otros productos químicos, una ventaja añadida que haría innecesario el uso de animales, un uso prohibido en cada vez más países.
El proceso, aunque delicado y complejo, resulta fácil de comprender. En lugar de cartuchos de tinta como en las impresoras normales, esta impresora de piel utiliza lo que se llaman biotintas, que contienen un «cóctel biológico» de células, proteínas y factores de crecimiento. Son, para entendernos, los ladrillos con los que se construye la piel. Este cóctel se reparte por cuatro cilindros de colores, como jeringuillas gruesas, que van situados en el frontal de la máquina. Recuerdan a los expendedores de bebidas de un bar.
Cada jeringuilla corresponde a una biotinta. La de color azul contiene células de la epidermis, la capa externa de la piel; la naranja incluye células de la dermis, la capa intermedia; la amarilla, plasma humano y, por último, la verde, contiene nutrientes como proteínas, calcio, factores de crecimiento... que mantienen las células vivas.
La combinación exacta de todo este material es lo que utiliza la máquina para imprimir en 3D (largo, ancho y espesor) la piel humana. Un programa informático se encargará de dar las órdenes específicas a la impresora. El resultado es una masa espesa, de apariencia y textura gelatinosas, es decir, una réplica de la estructura natural de la piel humana con una capa externa (epidermis), su extracto córneo para protegerla del ambiente exterior y una capa más profunda y mucho más gruesa compuesta por fibroblastos que producen el colágeno que da elasticidad y resistencia a la piel.
«Se podrán fabricar todos los metros que sean necesarios, día y noche, porque otra de las ventajas es que la impresora no se cansa nunca», señala de manera gráfica el bioingeniero Jorcano.
La magnitud de los números apabulla. Para obtener un metro cuadrado de piel (la mitad de la que cubre un cuerpo humano) son necesarias 250.000.000 de células. El proceso empieza con un trocito de piel del tamaño de un sello, que se obtiene con una biopsia del donante/paciente. Se extraen sus células, unas 10.000, y se cultivan en laboratorio hasta conseguir que se multipliquen y alcancen al menos las 250.000.000, el número necesario para poder fabricar un metro cuadrado de piel. El doble -500 y 600 millones- para poder cubrir el cuerpo entero. El proceso dura dos o tres semanas.
«Desde el punto de vista terapéutico, el problema está en los grandes quemados, donde los pacientes pierden mucho líquido», así que proteger esa superficie quemada supondría un avance muy importante, subraya el doctor Juan Francisco Cañizo, profesor de la Universidad Complutense de Madrid y jefe de cirugía experimental del Hospital Gregorio Marañón, donde se ha diseñado todo el hardware de esta impresora 3D, en la actualidad en el laboratorio de bioingeniería de la Universidad Carlos III donde se están realizando las últimas pruebas con la máquina y testando la piel.
El siguiente paso será más largo. Después de conseguir piel la idea que acarician los científicos va encaminada al desarrollo de vasos sanguíneos y nervios, el pack completo de una piel cien por cien humana. Una piel con pelo. «La que producimos ahora no lo tiene. Y queremos conseguir que el vello y el pelo crezcan en esta piel. Pero ésa es otra historia...», se muestra prudente Jorcano.
«Creemos que seremos capaces, a corto plazo, de producir piel con moléculas importantes como el ácido hialurónico, con diferentes tipos de colágenos y elastina», que le darán una resistencia todavía mayor». El uso clínico, sin embargo, no es el único; existe otro, el de testeo de productos cosméticos, químicos y medicamentos que mueve al año 20.000 millones de dólares en el mundo. «Y nuestra piel -asegura el científico- es ideal para esto ya que podemos producir en varios tipos de piel según las necesidades».
Los bioingenieros Gonzalo de Aranda y Andrés Montero colocan un par de muestras sobre unos recipientes planos de cristal (placas Petri). Estiran la piel, la levantan, la colocan sobre una de sus manos cubiertas con guantes. Se ve que es elástica, que no se rompe ni se deforma.
El siguiente paso sería curtirla (como una oblea finísima) en una especie de incubadora calentada a 37 grados centígrados. Piel nueva, creada por una impresora 3D, que podría cubrir un cuerpo. El reto será el de reducir los costes de la producción de la piel para trasplantes, todavía demasiado caro.
Un equipo de investigadores de la Universidad Carlos III, del Centro de Investigaciones Energéticas, Medioambientales y Tecnológicas, del Hospital Universitario Gregorio Marañón (Madrid), junto con la firma BioDan Group, han sido los encargados de desarrollar este prototipo de bioimpresora 3D capaz de crear una piel humana completamente funcional.
El siguiente paso será el de producir apósitos de piel humana congelables para usar en las unidades de urgencia en quemaduras o heridas profundas, que podrían estar en el mercado en 2019.
El lean
manufacturing es uno de los términos que más se están escuchando últimamente en
cualquier planta de producción.
Adaptar esta
metodología trae consigo una serie de cambios a las empresas que las implanten.
Supone una revolución ante la mentalidad empresarial tradicional y plantea la
persecución total hacia la calidad y la eliminación de todo aquello que no
cumple ni, desempeña función alguna para centrarse en la mejora del
rendimiento.
El lean
manufacturing trae consigo una serie de beneficios que se describen a continuación:
Mayor satisfacción de los clientes
Este es uno de
los grandes logros del lean, los productos se entregan en menor tiempo y con
una calidad más elevada. Si el coste del producto se calcula en función del
tiempo de manufactura, se obtendrá un producto más barato, con mayor calidad y
en menor tiempo.
Aumento de la Productividad
La eliminación
de lo superfluo, es decir, de aquello que no cumple ni desempeña ninguna
función, provoca un aumento de productividad manteniendo los mismos niveles de
inversión.
Reducción de Costes y de tiempo
En la
metodología lean manufacturing, todo aquello que no aporte interés al
consumidor final se elimina. Por lo tanto, se eliminan cosas que son inútiles y
que no aportan algo adicional al producto final. Con esto se consigue aumentar
la productividad como se ha visto anteriormente y también reducir costes y
tiempo.
Menos desperdicios y desperfectos
Los tres puntos
anteriores vistos, tren consigo una disminución de los desperdicios. Esto
supone ahorros económicos y ahorros de tiempo.
Multitud de
organizaciones que han adoptado la metodología lean manufacturing y son
testigos de lo que se puede llegar a conseguir.
El investigador italiano Giuseppe Scionti desarrolla un método para crear un producto vegetal con un sistema de reproducción 3D.
Reputado perfeccionista de la alta cocina y amante de la impresión 3D, este investigador ha conseguido crear una alternativa a la carne que puede ser impresa aditivamente. El proyecto ha surgido en la ciudad de Barcelona, y se quedará allí por convicciones del inventor.
Este material, a pesar de estar formado por componentes vegetales, imita perfectamente la textura real de la carne.
El investigador italiano manipula, enfundado en sus guantes de látex, jeringas que contienen una pasta de color pajizo. Para generar el filete solo hay que colocarlas en la impresora 3D y configurar el sistema. Por fin sale de la boquilla de la máquina un fideo infinito de biomaterial, que empieza a componer un bistec liliputiense, según el diseño que el propio Scionti ha hecho en AutoCAD.
SmarTech
Publishing es una empresa de investigación estadounidense especializada en la
fabricación aditiva industrial. La pasada semana público su segundo informe
sobre el crecimiento de la impresión 3D de cerámica. En el presente estudio se
espera que en diez años se genere tres con seil mil millones de dolares en todo el mundo. Dentro
de la investigación se tratan los desafíos por los que atraviesa esta
tecnología, muy diferentes de los que afronta la fabricación aditiva de
plástico.
¿Cuáles son las predicciones para la impresión 3D de cerámica?
El informe de
la firma de investigación sobre impresión cerámica 3D nos da una visión general
del mercado profesional e industrial. Desde la impresión 3D por extrusión, la
inyección aglutinante o la fotopolimerización; así como materiales, desde la
arcilla tradicional hasta soluciones más técnicas, como pueden ser las
aplicaciones desarrolladas, o los actores presentes en el mundo. Se basa en
datos de fabricantes líderes como Lithoz, 3D Ceram, Admatec, Prodways, Tethon
3D, 3D Systems, voxeljet, entre otros.
Actores que han
entendido lo que podría aportar la fabricación aditiva a niveles de complejidad
geométrica, una ventaja clave para las piezas cerámicas. Actualmente se utiliza principalmente
en los sectores aeroespacial, automotriz, marítimo, energético, electrónica,
medicina y odontología.
Se espera que la adopción de la
impresión 3D de cerámica cambie ligeramente después de 2025. Todas las principales tecnologías desarrolladas
madurarán y estarán lo suficientemente presentes en el mercado
para garantizar la producción de piezas en serie. Una realidad que imitaría la
fabricación aditiva de metal. El estudio afirma que se espera que la adopción
de procesos como el moldeo por inyección de cerámica, CIM, conduzca a una
producción aún mayor al tiempo que reduce los costos de fabricación.
En el
siguiente diagrama se ofrece una idea más precisa de todos estos pronósticos:

















{kind=link}